
 The M3A1 Combination Tool
The M3A1 Combination Tool 
A Short History of its Production and Identification of its Makers
This is a partial study of the M3A1 Combination Tool. It will remain a partial study because information about its history is not wide spread and lots of digging is required to get the smallest amounts of information. The tool has been produced many times, by many contractors, in locations all over the world. It is also one of the most available tools in today's market. As of this writing, there surely is no shortage. It is a unique, yet very handy tool for any level of maintenance of the M1 Rifle. The tool was used for field stripping and cleaning the rifle. When not in use, it was stored in the M1 Garand's butt trap. It is one of my favorites.
This article will not address how to use it. There are many websites showing the different uses of each component. The only areas I want to cover are the US military production, foreign production, and today's reproductions. This is part 1 of 2 parts.
I have used the nomenclatures found in letters and reports concerning certain aspects of production. The descriptions of components come from those sources and may be different than those found in Technical Manuals and Drawings. Click here to view the nomenclatures as referred to in this article.
{kind=link}
Part 1: Confirmed US Contractors from WWII
American Shearer Mfg. Co. (Unmarked)
The earliest Ordnance contract I have found was with American Shearer Mfg. of Nashua, NH. The company had been awarded a contract to produce M3 combination tools in late 1943. I want to keep this on subject so I will just mention that the M3 was an earlier version. The first large production was in 1939. Instead of having a chamber brush, it contained a steel slotted end for the insertion of a cleaning patch. American Shearer's M3A1 production may have included screwdrivers (blades) that were being used in its production of the M3 Combination Tool. (1) This blade is longer than all others and is rarely seen by most collectors.
By 1943 it was decided that a chamber shaped brush would do a better job than the slotted end. The changes also included a configuration different from the M3. Unlike the M3, which had a swiveling blade, the M3A1 allowed both blade and the spanner arm to be swiveled into a storage position. This made the M3A1’s overall length a few inches shorter. Because the spanner arm accommodated a pin punch and a stuck case remover, the tool's blade required a circular cut for clearance of the pin punch. Without the circular cut in the blade, it could not be kept in a closed position. This circular cut and the longer blade (Type I) are noticeable differences that stand out, if you know what to look for.

Top: Type I Screwdriver (Blade) was used in the M3 production but with the circular cut added during production of a small number of M3A1 tools. More information may show that the Type I blade was used by American Shearer at the very end of production.
Middle: Type II, length used on the rest of wartime production with the exception of one contractor.
Bottom: Usually referred to as "Modified" or "Cut Down", I have found only one WWII contractor that used this length, Type III
As can be seen above, the combination tool had three different size screwdrivers (blades) during its long history of production. Collectors have recognized only two: Type II (which was thought to be the only WWII production) and Type III (modified or cut down). The reason for this is due to the scarcity of the unmarked tool with the Type I blade.

American Shearer's possible production of the M3A1 Combination tool which used the Type I blade. Notice the location of the pin punch and its relation to the larger blade. Out of view, in the rear, is the circular cut which allows the pin to enter, allowing the spanner arm to close.
For a side to side comparison with the AMCO marked tool shown below.

Close up of swiveling components, closed, in storage position. The pin punch is recessed inside the circular cut, allowing the alignment of the two swiveling components with the body.
Ordnance Drawing 7310061, Revision 1, February 1944
In February of 1944 the Ordnance Department revised the drawing to include change 1. Change 1 shortened the blade (Type II) and required the contractor’s marking on the body of the combination tool. Contractors were allowed to mark the blade, but it required an “authorization of waiver” by the Ordnance Department. The Type II Blade has always been looked upon as the only production type during WWII, and I too believed that for years.
American Shearer Mfg. Co (AR, marked on body)
In February, 1944 American Shearer Manufacturing Company (AR) and Parker Manufacturing Company (PK) were the first contractors to be awarded contracts under the Revision 1 (Rev-1) changes. It is hard to tell which company first got into production of the revised tool. American Shearer’s second contract (Revision 1) was actually dated March of 1944 but the change over from M3 to M3A1 was going on much earlier. Government records are vague on this point. AR marked and unmarked brushes were used in production.
![]()
American Shearer of Nashua, NH. Its marking for Revision 1.
Parker Manufacturing Company (PK, marking on blade)
The Parker Manufacturing Company of Worcester, Mass., on paper, was the earliest contractor of Rev-1 production. The Ordnance Department awarded Parker its first contract in February of 1944. Many more would follow, making Parker the producer with the largest totals. This is confirmed by the contract data I have, plus the common availability during the last 30 years. PK marked tools are by far the most common WWII tool found in the market. Parker is the only contractor that marked the blade.
Parker was in the New England area, where four of the six major WWII contractors were located. O. F. Mossberg and Sons of New Haven, Ct., a components sub-contractor, supplied PK and AR with Brush Bushings. That is the part of the tool that retains the chamber brush. American Shearer's were unmarked. Parker used both unmarked and PK marked bushings.

Top: Parker Manufacturing Company's original package of five.
Bottom: Parker's marking on all production. Only contractor to use the blade for identification. It appears PK had a plan to get some of it tool bodies from UFH. Marking the blade made production easier when using UFH's marked bodies.

Illustrated is the PK marked bushing.

UFH provided the body for an unknown amount of Parker's production. This tool has a PK marked Chamber Brush and Blade. Unfortunately over the years Chamber Brushes were changed many times. That makes today's research very difficult. Often it is difficult to spot the installation of a replacement brush.
As mentioned in the above illustration, Parker used an unknown quantity of brushes which had the PK marking. Most likely none of the contractors actually produced the brushes used in their production. Twisted-In-Wire brushes' production machinery is very unique. It requires cutting and feeding wire (bristles) at a controlled rate as the retaining wire (body) of the brush is twisted. Producing a chamber brush, which tapers, has additional requirements. It is highly unlikely any of the contractors had this type of machinery. I think it is a very good bet that most of the brushes were sub-contracted out to companies that were in the full time business of producing similar brushes. The only exception I can think of is if a contractor offered the same style of brushes as part of its pre-war commercial line.
Holst, Inc. (HO, marking on body)
Holst is one of the harder to find markings, but surely not rare. Holst, too, was located in the New England area, in Milford, Ct. Holst had one of the contracts that included spare brushes. Holst's brushes were unmarked, but have an identifying feature. This will be shown in Part 2.

For years this maker alluded identification. I had to consider the possibility that the marking was OH due to differences in machinery set up; a simple 180 degree rotation of the marking dies. Finding the contract information and a box of Holst contracted chamber brushes made positive identification possible.
Union Fork and Hoe Company (U.F.H., marking on body)
The Union Fork and Hoe Company of Rome, New York (UFH) produced very large totals. Government notations indicate at least part of UFH's M3A1 production of partial and finished tools were sub-contracted out. Note UFH's body lined out and the PK initials on the blade.

Top: Union Fork and Hoe's standard marking
Bottom: Union Fork and Hoe lined out on a PK produced tool. A strange situation may have developed by providing Parker with production farmed outside of UFH's plant. This is known as a three tiered contract. Sub-contractors, if any, to UFH are unknown at this time.
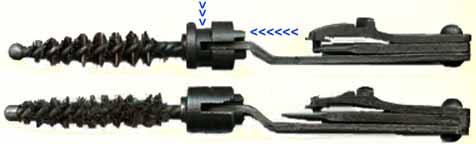
Atlas Manufacturing Company (7310061 AMCO, both marked on body)
Atlas Manufacturing Company of Saint Paul, Minnesota is well known to some who have studied WWII Ordnance production. This is the same company that produced various tools for the Browning Machine Guns and the Carbine Bayonet Lug marked AMCO. Atlas was the only contractor to produce what I call the "AMCO Design" of the M3A1 (2). This design includes a large projection that makes removal of the bolt extractor much easier. It appears to be a more expensive design to produce. This is also the only WWII M3A1 marked with the ordnance part number. Its unique design, very limited production, and the presence of the part number most likely indicate it was produced for inclusion in various armorers' tool kits. Part number marking was a requirement of items making up the tool kits; it was not of much importance when applied to the tools for the soldier. It was a good idea, but in the real world consolidated storage and cross issuing constantly made control an impossible dream.
The AMCO contract was awarded in February of 1944 and completed by September. The AMCO tool is not rare, but it is much harder to find than most. Based upon the history of its availability, Atlas evidently had small production totals.

Arrows point to the larger extractor lifter and the circular cut in the Brush Bushing. The cut was probably a distinguishing identifier for inclusion in the various small arms tool kits. Both make identification a simple task for the collector.

AMCO's marking.
Stuart Engineering and Mfg. Company (S, marking on body)
Possibly the last of the WWII contractors. Stuart, another New England producer, was located in Norwalk, Ct. It was awarded a contract in Jan. 1945 for a quantity of tools to be produced with the Type III blade. The contract was ended early by the Government. Documents I have show only the pay off to get out of the contract. I have no production totals, prices, or total contract value. The Stuart marked tool is probably the scarcest of all known WWII contractors. I estimate 35,000-50,000 were produced. I have a record that 1/3 of the remaining contract was a government buy-out, but that applies to a different commodity from a different agency. This production figure is only a guess. Maybe one day more information will be available.

Stuart pack of two, in its original WWII wrapper. The presence of the Ordnance Bomb, SNL on wrapper and no date are usually indicative of WWII ordnance small arms contracts.

Stuart's marking on body of tool.
The following chart is a consolidation of the few ordnance contracts I have. The information is formatted in two different government forms: actual production dates and figures, and contract total dollars without production details. The contracts listed with figures may have changed. I have many records of prices being voluntarily lowered by the contractor due to price decreases in raw materials or new efficiencies. I also have records of prices being raised due to new government requirements, like revisions and packaging for overseas shipments. I have records of quantities being increased and decreased. There also are instances of contracts being cut short or extended and set up costs listed separately and included.
I have omitted a combination tool with the markings W-M. There is a slim possibility is it also be a very late war contract, but without proof I cannot list it here. In Part 2 I will discuss this tool and the frustrations of attempting to identify its maker.
For ease I have listed all of the AR contracts together. The information on AR is very vague due to the numerous contract and production changes. Sometime in the future the AR information may have to be adjusted or corrected.
|
Date and |
Contractor |
Ordnance District-Contract # |
Quantity |
Price |
Contract Total |
Period |
|
10/43(Initially M3’s) |
American Shearer Mfg. Co, Nashua, N.H. |
Boston #774 |
245,448 |
$1.485 ea |
Unknown |
10/43 thru 9/44 |
|
2/44 Unmarked? |
Above |
Contract |
Changed |
To |
M3A1 |
Production |
|
3/44 Unmarked Cont’d Until
2/45 AR |
American Shearer Mfg. Co, Nashua, N.H. |
Boston #1453 S4829
#4094 #4453 |
245,448 290,000
Unknown Unknown |
$1.485 ea $1.40 ea
Unknown Unknown |
Unknown Orig. M3 Contract M3A1 Contract totaling $59,000 |
3/44 thru 11/44 3/44 thru 11/44 6/45 delivery
|
|
2/44 AMCO |
Atlas Mfg. Co., St. Paul, MN. |
Chicago #1917 Only contractor to produce this design |
Unknown |
Unknown |
$361,000.00 |
2/44 thru 9/44 |
|
2/44 PK |
Parker Mfg., Worcester Mass. |
Boston #4870 1st Revision 1 Contract |
300,000 |
$1.75 ea |
Unknown |
5/44 thru 7/44 |
|
3/44 |
Holst, Inc., Milford, Ct. |
Springfield #840 |
Unknown |
Unknown |
$334,000.00 |
3/44 thru 12/44 |
|
3/44 HO |
Holst, Inc., Milford, Ct. |
Springfield #4803 |
|
|
Unknown |
4/44 thru 12/44 |
|
3/44 UFH |
Union Fork and Hoe Inc., Rome N.Y. |
Rochester |
275,500 |
$1.34 ea |
Unknown |
4/44 thru 7/44 |
|
3/44 UFH |
Union Fork and Hoe Inc., Rome N.Y. |
Rochester |
553,489 553,489 |
$1.19 ea Brushes .37 each |
Unknown |
4/44 thru 8/44 |
|
4/44 UFH |
Union Fork and Hoe Inc., Rome N.Y. |
Rochester |
2,450 |
1.34 ea |
Unknown |
4/44 |
|
1/45 PK |
Parker Mfg., Worcester, Mass. |
Boston |
300,000 |
1.31 ea |
Unknown |
3/45 thru 7/45 |
|
3/45 PK |
Parker Mfg., Worcester, Mass. |
Boston |
197,000 |
1.27 ea |
Unknown |
7/45 thru 9/45 |
|
1/45 Production limited. First Type III Blade. |
Stuart Eng. & Mfg., Norwalk, Ct. |
Springfield |
Unknown |
Unknown |
Have no contract information, just a June 1945 payment of $72,000.00 for Contract Termination Charges. |
|
A final word on the Screwdriver (Blade) of the combination tool. There has been speculation that the Type III Blade (also known as the cut down or modified blade) was designed to accommodate the rear sight screw of the late type rear sight. I know of no documentation that shows that to be true. I do know that the Types I and II blades are a lousy fit on the poppet style Gas Cylinder Lock Screw, but fit the Solid Lock Screw pretty well. I also know the Type III blade fits the poppet style Gas Cylinder Lock Screw perfectly. Maybe one day development records will clear this up. My mind is open.
As far as the past is concerned, here is evidence that there was no "Modification" program to alter blades on the M3A1 tools. All tools from the same contractors retain the exact same blade configuration. If there was such a program, a quantity of tools from the same contractor would have different blades.
(1) This needs more confirmation. This is what is known to date. American Shearer had an M3 contract and produced M3 tools until sometime later when the contract was changed to M3A1. That cannot be disputed as it appears in different documents covering the contract. The Type I blades were probably left over from American Shearer's M3 production.
Unfortunately the tools' characteristics contradict the tools' identification as standard American Shearer production. All observed AR marked tools have a unique spanner arm. They were made differently than that used on any other M3A1. Manufacturing methods of the spanner arms differed amongst the contractors. This is the WW II breakout:
- PK , S, and UFH have the same spanner arm.
- AMCO has a spanner arm unique among known WWII contractors.
- AR marked production has a different spanner arm unique amongst the known WWII contractors.
- The tool with the Type I blade has the AMCO spanner arm, Type I blade, and is unmarked. It also lacks the Brush Bushing unique to AMCO.
Until more can be discovered it appears that AR produced the tools with bodies and spanner arms supplied by AMCO, possibly to finish up production. The possibility that the tools were assembled at an ordnance depot does not hold up because of the probability that others would appear with markings or characteristics from the known makers. For now I will rule out postwar possibilities.
(2)Ordnance Technical Documents refer to the AMCO design as the standard. The alternate design was the everyday ordinary ones that were produced in massive quantities. If I had to guess it would be due to the cost differences.
The information on this page is my interpretation of limited government records and from inspecting several thousand combination tools. As more information becomes available some aspects of what is written will change. Click Here for Part 2 covering the postwar period.
This information may be used freely for message boards discussions. Permission must be granted for use on websites, for publication, or for inter-net auctions. Don't be afraid to ask, you may be surprised.
All inquiries regarding this history must be by email.
![]() The M3A1 Combination Tool©
The M3A1 Combination Tool©![]()
A Short History of its Production and Identification of its Makers, Part 2
Probable Post War, Foreign Makers, Conversions, and Reproduction
This is the second part of a two part series dealing with the production and history of the M3A1 Combination Tool. Post war information is almost non-existent. The information gathered is based upon a base knowledge, inspections of packed tools, and speculation. No speculation will be offered as facts; I will always identify the uncertainties. All tools covered in this part have Type III blades.
Probable US Production, Post War Period
Unknown Maker (W-M, marking on body)
Marking of W-M indicates a possible contractor/sub-contractor. As shown in Part 1, Mossberg and Son was a subcontractor for brush bushings. This may indicate a revised marking format, very late war, to reflect both entities.
The Case for WWII Production
The tool which has the most mystery behind it is W-M marked. During the study of WWII production, the name O.F. Mossberg and Sons of New Haven, Ct. appeared in a few documents. Mossberg provided Brush Bushings to at least two contractors, American Shearer (AR) and Parker Manufacturing (PK). It may also have been a sub-contractor with a New York State Company named Wallkill Machine Company for Union Fork and Hoe. There exists the possibility that Union Fork and Hoe received the Brush Bushings from Mossberg and the remainder of the tool from Wallkill Machine Co as there are notations denoting the tool was subcontracted out.
The attempt to sort everything involves the markings. The approved identification markings as of September of 1944 had WM listed as Wallkill Machine Co., and, when used with American Shearer, M for Mossberg. After inspecting many AR tools, including the bushings, I have never seen an M marking. I suspect there had to be some deviations in the use of the approved markings. The existence of the dash in W-M might show a combined contract of Wallkill Machine with Mossberg as a sub-contractor. The question then becomes why two markings on this contract and not on earlier ones?
If it is a sub-contract situation it would not be the first time a dash was used as an indicator. Certain M1 Carbine contracts used the dash to show contractor/sub-contractor relationships.
If this combination of producers holds true, production was very small. The contract does not show up as being $50,000.00 or more in government listings. That would indicate very small production numbers.
The Case For Postwar Production
This combination tool is only one of two items that I have seen marked with a dash. The other one is an M7A3 Grenade Launcher. The Grenade Launcher was delivered during May of 1954 with the marking L-M. It has been erroneously reported as having been produced by Long Manufacturing. The contractor box lists the maker as L-M Manufacturing of Roseville, Michigan. The existence of this dash provides no information other than it was probably part of the company name. There may have been a W-M Manufacturing in that time period. To further confuse the issue Mill-Rose Manufacturing has a dash is its corporate name. Doing a search on recent Defense Logistics Agency contracts I have seen many corporate names with two letters separated by a dash.
{kind=link}
Also complicating the issue was the 1953 adoption of the M10 Cleaning Rod. The rod was supposed to render the M3A1 tool obsolete. Tools would still be produced but only in small quantities as replacements to supply armorers' tool sets. These would be marked with the ordnance part number. Logic says the production of tools for issue to the average GI would have ended. Unfortunately logic may not always be the answer. It would not surprise me to find that the W-M was produced after that 1953 date of the M10 adoption.
Maybe it is just an unfortunate coincidence that the W-M contractor had initials similar to two possible WWII contractors. Until I get some definitive proof of its history, the W-M will go into the post war category as unknown. In today’s market the W-M remains one of the scarcer markings, but surely not rare.
The Union Hardware Company (UHC, marking on body)
This tool was produced at The Union Hardware Company of Torrington, Ct., during the years of 1950-1951. Information comes from a gun show attendee who worked there during the production. At the time of his employment he was a young "Go For". His goal at the gun show was to purchase a Union Hardware M3A1 Tool. He and his time period sounded credible. This tool is plentiful in today's market.

Union Hardware Company.
- R. Wilson, Arcade, New York (KRW, marking inside circle on body)
This company was very active making ordnance items during its M3A1 production period. K. R. Wilson produced M7A2 and M7A3 Grenade Launchers, and M3A1 Combination Tools during the period of 1952-1953. This too is one of the most common markings found. The KRW tool is so common, many can still be found in their original green grease wrappers from 1952.

R. Wilson's marking of KRW inside Circle.
Original package of 10 from July of 1952.
Unknown Maker (Makers) (J002-73-10061 & J002-73-1006-1, markings on bodies) (1)
These two tools were produced between 1953 and 1958 by one or more unknown contractors. They were made as replacements to supply armorers' tool kits. I suspect these tools were contracted out of Rock Island Arsenal due to the SNL change. In 1951 the combination tool was listed in the Garand SNL B-21 as J-12, the category for Tool Sets for Maintenance of Automotive, Weapons, Mounts, and Trailer Mounts. Sometime later Rock Island got the responsibility for the stocking and contracting of all Tool Sets and I suspect that is when the change took place. It is not unusual to see Ordnance Part Numbers broken up in a variety of formats during the years preceding gradual merging of two different numbering systems. See Below (2)
The tools' markings, for the first time, included the Standard Nomenclature Listing (SNL). SNL's are a separate study but a short explanation is in order. Under the SNL system each item was assigned a letter code and a number to identify its initial end use. For example the M1907 Leather Sling was originally assigned B-3 which covered items assigned to the 1903 Rifle. However it was also be listed in SNL B-21 (Garand) because it was used with the M1. When printed in the Garand's SNL it showed B-3 as the sling’s assigned category. This showed the user of the SNL that the Garand used an 03 sling.
Both of these tools are quite rare.
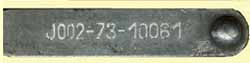
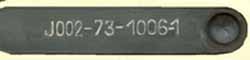
Top: J002-73-10061
Bottom: J002-73-1006-1
2 different SNL marked tools, maker or makers unknown. Segmented part numbers occurred in the period just before change over to the FSN system. I cannot understand why they took an established, well understood system, and confused things by segmenting the numbers. It makes no sense.
Unknown Maker (1005 731 0061, marking on body)
Probably the last US GI contract, and probably the smallest. The only tool observed with the then newly adopted Federal Stock Number (FSN) used as a marking. Time period is probably early to mid 1960's. Most likely this tool was procured as a replacement in the Armorers' Tool Kits. The below photo is not the actual tool. About a year ago I took meticulous notes when consolidating all the post war information. It is, as of this writing, missing. I am hoping it is just misplaced and not gone forever. Other than the conversion listed below, this is probably the rarest of all US M3A1's due to small production numbers. This contract's probable small size was most likely dictated by the very late time of production.
As explained above, thanks to this Adobe Photo Program I can recreate what is missing. I also have a claim of a West German tool from the late 1950's. The tool would be marked 1005 50 731 0051. The addition of the two digits 5 and 0 indicated West Germany. I have not seen the tool and when I asked for a picture I received no response. Seeing is believing so as of now I am a skeptic. (The two digits were part of NATO's adoption of our FSN system; they were known as "country of origin indicators". Our later adoption of the National Stock Number system brought country and time indicators to the US numbering system, while changing all the previous NATO indicators).
Unknown Maker (TN, marking on body)
Not much is known about this tool. There is some suspicion that it was produced at the Terni Arsenal in Italy, but no proof is available. Very large amounts of Italian production came into the US during the late 1990’s. I had seen this combination tool for many years before the big importation. Until I get confirmation of the Italian connection I will assume it to be US. In the future that may be proven to be wrong. This tool is very plentiful in today's market.
Unknown Maker, always referred to as TN. There is a possibility it is NT.
Known Foreign Production
Manufacture D'Armes de Saint-Etienne, France (MAS with partial box and symbol on body)
This tool was produced at Manufacture D'Armes de Saint-Etienne in France during the late 1940's, early 1950's. This information was obtained from the late Charles Hittle who was the sales manager at Interarmco, in Alexandria, Va. In 1967 Interarmco had imported M1 rifles from France and a quantity of these tools were in the butt traps, along with some French oilers as shown below. Compared to the importation totals of M1 Rifles in recent years, very few came in from France. Of all the foreign produced M3A1's, this is the most difficult one to obtain.
MAS marking with partial box and unidentifiable symbol.

MAS produced combination tool with French butt stock oiler.
Pietro Beretta, Italy (P.B. & OMA Triangle, PB, and GR PB) & Possibly Danish Production/Use
These tools are very common in today's market. During the time this article is being written all Italian produced tools are the most common ones available. The OMA marking has been seen on parts on an experimental BM59 from the 1955 era. These tool are very plentiful in today's market; they are literally underfoot. Not much history is known about these tools.

Commonly available Italian Production P.B., letters OMA inside of triangle. Of the Italian production this one appears to be the scarcest.

PB mark, another Italian tool.
GR PB another very common Italian tool.
In the late 1990's many tens of thousands of tools were imported into the United States. The various batches consisted largely of the Italian production mixed with smaller amounts of US production from all eras. Most of the tools were very well used.
One characteristic of a well used tool is the tightness of the swiveling arms. When new, the arms will remain closed in a tight position for butt stock stowage. During my years I have had many M3A1 tools that were new in original wrap. It was always a chore to pry apart the swiveling arms of new tools. As the tool goes through the repeated processes of opening and closing the rivet loosens. The tightness issue is the only way to estimate the amount of past use. Also remember that re-finishing can hide a lot of sins. There still is a glut of Italian produced tools for sale.
With current market conditions, this is a best time to attempt to expand a collection of tools by design or markers. There are more M3A1 combination tools in this country today than at any other time in history.
Korean Production, time period unknown (Various symbols on body)
The easiest way to identify a Korean produced (rebuilt or modified) tool is by the absence of the standard rivet. The Koreans used a hex shaped lock with lock ring to adhere the swiveling arms to the tool's body. Another oddity of Korean production is the reversed stuck cartridge remover. This tool is not readily available in today's market.

Top: Reversed stuck cartridge remover used on Korean Production (and rebuilds), facing downward when in use. It grabs the top of the cartridge case. Also notice the hex lock and ring in place of the standard rivet.
Bottom: Standard stuck cartridge remover used on every other country's production. Notice it faces upward and grabs the bottom of the cartridge case.
All Korean tools in my possession are very loose, indicating either different adhering abilities of the hex lock or lots of use. I think the jury is still out on this one. You may also find tools of US origin with these characteristics. These tools were rebuilt or modified in Korea.
GI Conversions
Maker (Converter): US Ordnance Department, postwar, time period unknown (Unmarked, as most M3 tools are)
Years ago I saw a depot pack of brush bushings. It contained 5 bushings that had been packed in the early 1950's. I figured at the time that the bushings were for converting the M3 combination tool to M3A1 configuration. Now I wish I had purchased the pack.
After many years of searching, last year I was lucky enough to find the example in the photo below. The original M3 tool was cut and required a precision bend, otherwise it would not have fit inside the butt stock. It would have been too long with the bushing and brush attached. Bending the tool shortened the overall length. Notice the stuck cartridge arm does not swivel as it does with all other M3A1's. On the M3 the arm is part of the overall body. This is by far the scarcest of all known combination tools.

Top: Standard M3 Combination Tool
Bottom: M3 Combination Tool converted to M3A1.
Maker (Converter): US Ordnance Department, postwar, time period unknown (This one is PK but it could have any marking)
This is a neat oddity. The tool's brush has been permanently replaced with a piece of solid aluminum cylindrical stock. The aluminum piece enters the bore which stabilizes the tool. This modification converts the tool to a high speed extractor removal tool. Due to the lack of a chamber brush, the user does not experience resistance when inserting or removing the tool from the chamber. This tool may have been used to remove bolt extractors at a rebuild facility.

This tool is a time saver when used on a rebuild line.
Reproduction
Wayne Machine Inc., Taipei, Taiwan (WMI, marked on blade)
This is the current reproduction as sold on certain web sites and in the Shotgun News. The example I have has a very loose rivet, which allows the arms to swivel every time the tool is handled. Unlike a GI tool this one will rattle when stored in the butt stock due to the looseness of the swiveling arms. Unlike the GI version the bushing and chamber brush are locked with hollow split pins. The example I have has an actual GI chamber brush. I am sure as GI brushes dry up the current made reproduction brush will be substituted.

WMI marked on blade. Tool is very loose, even when new.
Chamber Brushes
Chamber Brush Terms Click Here
{kind=link}
Brushes were contracted two ways. Some were purchased from tool manufacturers and some were purchased from brush manufacturing companies. I have not done a search for WWII brush manufacturing company contracts but I do have some brush contracts from the tool suppliers. I also have post war contract information when all contracts were filled by brush manufacturers. It is also important to keep in mind that each tool contractor may have had more than one brush supplier. Part I goes into some of the historical information on the brush and pin contracts.
Below is a chart dealing with the identification of brushes. A mark indication on this chart shows only that the mark exists. Not all brushes used by that contractor may have that mark. I suspect some tool manufacturers used both marked and unmarked brushes. The brush base (coupling) is shown in two styles. The mid point of the brush's wire is mounted in the base and is visible from underneath.


Left: Flush Base
Right: Recessed Base
|
Maker |
Base |
Bristles |
Seal |
|
|
Parker marked PK and American Shearer mkd AR |
Recessed |
Brass and Alloy |
Solder |
|
|
Holst Inc. unmarked WWII |
Flush |
Brass and Alloy |
Solder |
|
|
Better Brushes |
Recessed |
Brass-Spiral |
Solder |
|
|
Mill Rose 1956 |
Recessed |
Brass and Alloy |
Solder |
Photo Not Yet Available |
|
Danish- 1950's- 1960's |
Brass, Recessed |
Brass and Alloy and Brass |
Crimped Brass |
|
{kind=link}
{kind=link}
{kind=link}
Chamber Brush Retaining Pins
Retention of the chamber brush inside the brush bushing is accomplish by a bright solid pin. Korea and Denmark have substituted roll pins when replacing chamber brushes. I have never seen a roll pin in any tool that has been released from US inventory. Roll pins are also a favorite of dealers because they are so cheap.
| Holst, Inc. WWII | Packed 600 to the box |
| Springfield Armory | Possible production, but probably a repack, 10/pack. |
{kind=link}
{kind=link}
The information on this page is my interpretation of limited government records and from inspecting several thousand combination tools. As more information becomes available some aspects of what is written will change.
(1) SNL's are shown with one zero, multiple zeros, dashes, or with no zeros. Thus J002 is the same SNL as J02, J-2, or J2. According to two editions of Ord. 1, December of 1946 and January of 1950, items assigned to the SNL J002* (J-2) category were tools for Cutting, Boring and Tweezers. The folding of the swiveling arms closely resembled a tweezers. The J-2 assignment was mostly like used only during the last few contracts of the 1950’s.
(2)The assignment into an SNL was still pending during 1944. All my UHF cartons have the marking SNL: OTE, which is Organizational Tools and Equipment. Eventually after the adoption of the Federal Stock Number (FSN) system, the M3A1's, irrespective of why they were purchased, were assigned to the 4933 grouping (Tool Sets) but not before spending a short time in the 1005 category (Weapons up to 30mm). The SNL system was used during WWII (and earlier) and was finally merged into the Federal Stock Number (FSN) system in 1957. Eventually the SNL system was scraped and by the late 1960's SNL markings disappeared and the system was history.
This information may be used freely for message boards discussions. Permission must be granted for use on websites, for publication, or for inter-net auctions. Don't be afraid to ask, you may be surprised.
WANTED: Any M3A1 Combination Tool or Tools in original contractor's packaging from American Shearer, Holst, Inc., Atlas Manufacturing Co., The Union Hardware Company, or any unidentified M3A1 with the maker's name on the wrapper. I also seek any other contactor where the packaging reflects either the company name or contract number and date. I will pay top dollar.